Роботизация сварки на предприятии атомной промышленности


Отрасли интеграции
Задачи интеграции
- Автоматизировать сварку крышек баков для утилизации ядерных отходов
- Обеспечить соответствие сварных швов строгим требованиям герметизации и нормативам атомной отрасли
- Решить проблему нехватки квалифицированных сварщиков
- Исключить влияние человеческого фактора на качество критически важных соединений
Результат интеграции
2 РТК
введены в эксплуатацию
0
брака и зачистных операций после сварки
IP54 / IP67
степень защиты роботов для работы в агрессивных средах
Сварка крышек баков утилизации ядерных отходов — операция с предельно жёсткими требованиями к качеству. Герметичность швов, соответствие ГОСТам и отраслевым регламентам не допускают отклонений. При этом предприятие столкнулось с дефицитом квалифицированных сварщиков и ростом затрат на оплату труда опытных специалистов.
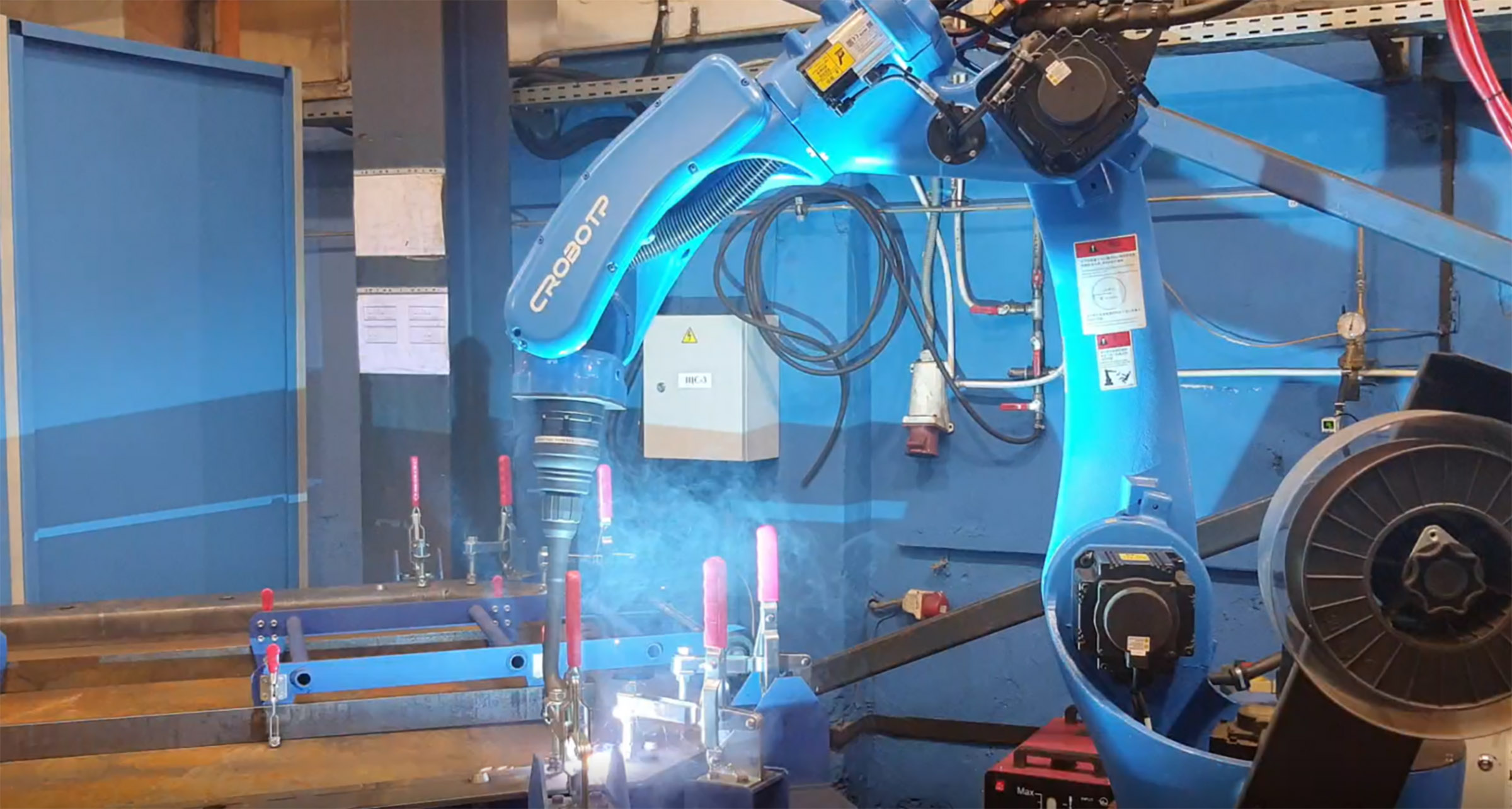
Для решения задачи поставлены два робототехнических комплекса на базе промышленных сварочных роботов CRP RH14-10-W. В состав каждого комплекса вошли:
- шестикоординатный сварочный робот CRP RH14-10-W с шарнирной конструкцией;
- одноосевой позиционер WB1S-1000;
- сварочный аппарат Megmeet на 500 А с горелкой водяного охлаждения.
Модель CRP RH14-10-W выбрана благодаря сочетанию значительного рабочего радиуса с компактными габаритами. Дугообразная форма манипулятора обеспечивает доступ к труднодоступным участкам сварки. Степень защиты IP54/IP67 позволяет роботам стабильно работать в агрессивных производственных средах.
Проведены пусконаладочные работы и интеграция комплексов с системами управления предприятия. Обучение персонала прошло в сжатые сроки благодаря интуитивно понятному интерфейсу программирования роботов.
Результат
Робототехнические комплексы оперативно введены в эксплуатацию и интегрированы в технологические процессы предприятия атомной отрасли.
Автоматизация обеспечила стабильно высокое качество сварных швов: роботы выполняют операции в строгом соответствии с заданными параметрами, исключая отклонения, характерные для ручной сварки. Брак и необходимость доработки швов устранены полностью. Зачистные операции после сварки не требуются — качество шва соответствует финишным требованиям сразу после выполнения.
Высокая точность позиционирования роботов CRP RH14-10-W гарантирует соблюдение геометрии швов в соответствии с действующими нормативами атомной отрасли. Скорость сварочных операций значительно выросла при одновременном повышении повторяемости результата.
Проект решил кадровую задачу предприятия: зависимость от наличия и квалификации сварщиков устранена, а требования к герметизации критически важных изделий выполняются стабильно и без отклонений.